解决方案
高压变频器主从控制在高压辊磨机上的应用
1 概述
山东钢铁集团有限公司(以下简称山钢集团)是经山东省人民政府批准,以省属济钢集团有限公司、莱钢集团有限公司以及山东省冶金工业总公司所属企业国有产权划转设立的国有独资公司。山钢集团是以钢铁产业为主、矿业及其他非涉钢产业为辅的特大型国有企业。
山钢日照精品基地最大的环保单体项目——烧结球团脱硫脱硝BOO项目开工,标志着脱硫脱硝这一环保项目正式进入现场施工阶段。
高压辊磨机就是球团生产系统中矿料制球前的一道挤压工序,是球团生产的关键环节。
2 高压辊磨机结构及工作原理介绍
高压辊式磨机又称辊压机或挤压磨。它是20世纪60年代中期开发的一种新型节能粉碎设备,具有效率高,能耗低,磨损轻,噪声小,操作方便等优点。下面将对其结构和工作原理进行介绍。
高压辊磨机主要由给料装置、料位控制装置、一对辊子、传动装置(电动机、皮带轮、齿轮轴)、液压系统、横向防漏装置等组成。两个辊子中,一个是支撑轴承上的固定辊,另一个是活动辊子,它可在机架的内腔中沿水平方向移动。两个辊子以同速相向转动,辊子两端的密封装置可防止物料在高压途径下从辊子横向间隙中排出。高压辊磨机的工作原理如下图所示。物料由辊压机上部通过给料装置(重力或预压螺旋给料机)均匀喂入,在相向转动的两辊的作用下,在拉入角处将物料拉入高压区进行粉碎,从而实现连续的高压料层粉碎。

在高压区上部,所有物料首先进行类似于辊式破碎机的单颗粒粉碎。随着两辊的转动,物料向下运动,颗粒间的空隙率减小,这种单颗粒的破碎逐渐变为对物料层的挤压粉碎。物料层在高压下形成,压力迫使物料之间相互挤压,因而即使是很小的颗粒也要经过这一挤压过程。这是其粉碎比较大的主要原因。料层粉碎的前提是两辊间必须存在一层物料,而粉碎作用的强弱主要取决于颗粒间的压力。由于两辊间隙的压应力高达50~300MPa(通常使用150MPa 左右),故大多数被粉碎物料通过辊隙时被压成了料饼,其中含有大量细粉,并且颗粒中产生大量裂纹,这对进一步粉磨非常有利。
在高压辊磨机的正常工作过程中,施加于活动辊的挤压粉碎力是通过物料层传递给固定辊的,不存在球磨机中的无效撞击和摩擦。试验表明,在料层粉碎条件下,利用纯压力粉碎比剪切和冲击粉碎能耗小得多,大部分能量用于粉碎,因而能量利用率高。这是高压辊磨机节能的主要原因。
图2是现场的高压辊磨机的图片。

图2 高压辊磨机的图片
3 高压辊磨机的工艺特点及传动性能
高压辊磨机定轮与动轮电气拖动采用万向连轴,有2台高压电动机分别拖动,两台电机的参数如下:
名称:变频调速三相交流异步电动机
型号:YJKSP450-4
标称功率:350kW
额定电压:10kV
额定频率:50Hz
功率因数:0.9
额定电流:23.4A
额定转速:1491r/min
恒转矩范围:5-50Hz
绝缘等级:F
生产厂家:湘潭电机股份有限公司

图3 现场辊磨机图片
两台电机采用变频调速,通过改变辊磨机的运行速度调节设备的出料速度,维持稳定的料槽堆压,保证辊磨机的出料质量。高压辊磨机液压系统加载前,定辊与动辊同时启动,变频器根据设定转速自动调节辊轴转速稳定,动辊转速与定辊转速同步运行。辊轴之间无机械力矩耦合,为了实现动、定辊两驱动电机的同步启停及其速度同步和功率平衡,两电机的控制不应是各自独立的,而应是彼此相互关联的。
4 高压辊磨机的变频控制方案
在实际的生产中,有许多因素都会干扰电机的同步控制,例如电网电压的波动,频率的变化、负载的变化、温度的改变等,因此为了得到理想的同步控制效果,采用主从控制是比较好的解决方案,由变频器组成的传动系统除了采用速度控制方式解决转速同步问题,还要利用转矩下垂特性实现负载转矩在各个电机上的平均分配。
变频器采用bandao sports电子科技股份有限公司生产的G62系列的高性能高压变频器(400kW/10kV)2套,对辊磨机进行控制。该变频器具有以下特点:
安装、设定、调试简便;
空间电压矢量控制技术;
瞬时停电再启动功能;
载波移相控制技术;
“飞车启动”技术;
中性点漂移技术;
内置PID调节器;
自带冷却风机;
优异的性能/价格比;
控制电源掉电,可保持正常运行;
完善的变频器参数设定功能;
功率电路模块化设计,维护简单,互换性好;
简体中文操作界面,彩色液晶触摸屏操作;
内置PLC接口板,易于改变控制逻辑关系,适应多变的现场需要;
高压主回路与控制器光纤通讯,抗干扰性强,安全可靠;
完善的故障监测、精确的故障保护及准确的定位显示和报警;
输入功率因数高,电流谐波少,无须功率因数补偿、谐波抑制装置;
高-高电压源型变频器,直接10kV输入,直接10kV输出,不需要输出变压器或滤波器;
可接收和输出多路4~20mA工业标准信号;以便于用户DCS系统接口;
可采用MODBUS、PROFIBUS等通讯协议,可实现与上位机的通讯;
输出阶梯正弦PWM波形,无须输出滤波装置,对电缆、电机绝缘无损害,电机谐波少,减少轴承、叶片的机械振动。
现场每台变频器接一台电机,而控制采用皮带机控制的主从控制程序,控制两台电机的同步运行。如图4所示。
图4两台电机的主回路

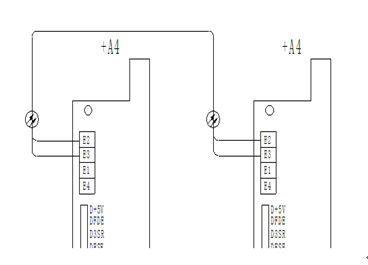
图5主从控制的光纤接法
为了提高皮带机设备运行的可靠性和兼容性,皮带机主从通讯升级为光纤通讯和485通讯,皮带机主从控制通讯485硬连线通讯方式和光纤通讯方式可通过参数设置选择,这里是采用光纤通讯。
5 高压辊磨机的运行调试
调试时主要是按主从控制的皮带机参数进行设置。
现场信号对接调试完毕后,进行皮带机主从控制调试。
(1)模拟调试,可以将允许电流滞环额定电流设置为10%,主机开机运行,主从机不调整,观察输出频率的一致性及主从机之间的通讯状态。
(2)开机上高压调试,先按普通电机负载调试,试验每台电机的正反转。两台电机是同速反向的,因此必须按系统所标识的转向调试好电机的正确转向,联机运行时才能保证正常的运行。
两机转向调试正常后,再设为皮带机负载模式,调试正常的运行。
(3)主机开机运行,时刻观察开机运行输出的电流和频率,如果允许电流滞环额定电流设置为10%,主从机频率是一致的,不调整,电流基本一致,有一定偏差。如果允许电流滞环额定电流设置为5%,输出电流基本一致,频率会有一定的调整偏差。
其中关键的是两个参数,
a、允许电流滞环.x(0.1%-10.0%)额定电流
不同轴连接的变频器,若需要频率调节则设为5.0%,若不需要频率调节则设为10.0%。
b、频率调整周期.xx(0.001-5.000s)
从机频率给定由主机确定
不同轴连接的变频器,若需要频率调节则设为0.012s,若不需要频率调节则设为5.000s。
这两个参数主要是决定两台电机的转矩与功率的平衡。当从机出现部分卸载情况时,通过主机的调整,给定转速略有升高,输出功率变化不大,此时主机承受的负载增加,内部输出转矩相应增加,实际给定转速减小,主机承受负载减少,内部输出转矩相应减小,实际给定转速相应提高,这样主机在一定程度上就可以实现负载功率的平均分配。
6 应用效果
高压辊磨机运行后,两台电机频率一致,主机有DCS上位机控制,从机跟随主机频率,保证了两台电机转速的平衡,同时电机电流基本一致,只差1A电流,功率基本平衡,实现了两台电机负载的均衡,从而运行平稳,工作正常,达到了预期的使用效果。图6、图7是主从机运行的运行画面。

图6主机运行画面
图7从机运行画面

鲁公网安备 37083002000095号
鲁ICP备19001210号-1 Copyright © 2020 All Rights Reserved




